


gerade noch spannen lässt
auf meiner Drehmaschine.
abgesägt war musste ich viel
abdrehen um die erste Seite
plan zu bekommen.
Zumindest überschritt das die
Leistung der Drehmaschine.
 Wie das Vierbackenfutter und die Planscheibe benötigt
auch das Spannzangenfutter eine Adapterplatte:
Wie das Vierbackenfutter und die Planscheibe benötigt
auch das Spannzangenfutter eine Adapterplatte:
Sie sorgt für die Anpassung der Drehmaschine einerseits und des Spannzangenfutters andererseits, da die beiden Lochbilder (wie eigentlich immer) nicht zusammenpassen.
Im Prinzip läuft die Anfertigung ganz ähnlich ab wie bei den
Adapterplatten der beiden anderen Futter.
Nur möchte ich es hier noch mal im Detail beschreiben, zum Nachbau
quasi.
| Schritt 1: Erste Seite planen |
Eigentlich müsste es mit dem Beschaffen des Materials losgehen,
aber das setzen wir jetzt einfach mal voraus.
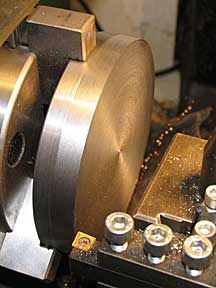
Ich konnte mir eine Scheibe d130x25 aus Stahl besorgen und spannte die nun im Dreibackenfutter mit den Bohrbacken auf.
| |
|
|
| Das ist ein Durchmesser,
der sich gerade noch spannen lässt auf meiner Drehmaschine. |
Da die Scheibe ziemlich
schief abgesägt war musste ich viel abdrehen um die erste Seite plan zu bekommen. |
Da war ich wohl zu
mutig. Zumindest überschritt das die Leistung der Drehmaschine. |
Dass sich der Drehstahl und der Span so weit hinten befinden liegt daran, dass ich die Spindel linksherum drehen liess und hinten, also hinter der Spindelachse drehte. Das war einfacher und besser, als den Drehstahlhalter so weit nach vorne zu fahren.
 Der erste Schritt ist getan:
Der erste Schritt ist getan:
Die erste Seite ist geplant.
Diese Seite wird sich später auf der Spindelseite befinden und die
Schraubbolzen aufnehmen mit denen die Adapterplatte an den
Spindelflansch geschraubt wird.
Ausserdem ist der Umfang so weit überdreht, dass die
Adapterplatte nach dem Wenden hier gespannt werden kann.
| Schritt 2: Zweite Seite planen und erste Passung drehen |
Nach dem Abkühlen schlichtete ich am nächsten Tag die erste Seite
nochmal.
Und wunderte mich, warum der Aussenbereich spiegelglatt, der
innere dagegen matt-rauh wurde,
 |
 |
 |
| Ungleiche Rauhigkeit. | Eine der wenigen
Gelegenheiten für einen linken Drehstahl. |
Auch hier wieder
ungleiche Rauhigkeit. |
Nach dem Überdrehen des Umfangs und dem Planen der zweiten Fläche bohrte ich die erste Passung vor mit d23 (meinem grössten Bohrer) und drehte die Bohrung mit Bohrstangen aus.
 |
 |
 |
| Bohrung d23. | Ausdrehen mit der
kleinen Bohrstange. |
Ausdrehen mit der
grossen Bohrstange. |
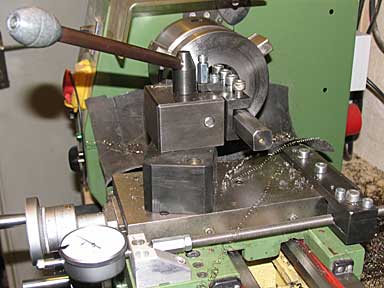
Um das genaue Passungsmass zu erreichen setzte ich einen Innenmikrometer zum Messen und eine Messuhr zum Einstellen der Zustellung ein.
Von der Anfertigung der Adapterplatten für das Vierbackenfutter und der Planscheibe hatte ich mir einen Prüfzylinder für den Spindelflansch angefertigt und zum Glück auch aufbewahrt. Mit ihm prüfte ich die Passung.
 |
 |
 |
| Zustellung mittels Messuhr. | Prüfzylinder. | Passt. |
| Schritt 3: Zweite Passung drehen |
Vor dem Drehen mass ich den Radialschlag der ersten Passung, ich
konnte nur ein leichtes Zucken des Messuhrzeigers beobachten, der
Radialschlag lag also deutlich unter 0.01 mm.
Die zweite Passung d95 für das Spannzangenfutter drehte ich in der selben Aufspannung wie die erste, damit die beiden Passungen möglichst ohne Versatz zueinander laufen.
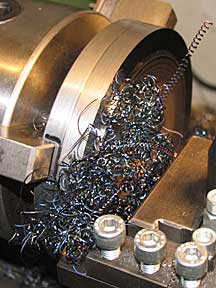
Zum Schruppen der zweiten Passung setzte ich wieder den linken Drehstahl ein, weil ich damit radial drehen kann ohne dass der Drehstahl zu weit aussen steht.
Zum Fertigdrehen der Passung benutzte ich dann einen rechten Drehstahl in Dreiecksform, mit dem ich auch den Freistich zur Planfläche drehte.
Das grösste Problem war, dass der Passungsabsatz zu flach war für das Mikrometer - ich konnte den Durchmesser also nur ungefähr mit der Schieblehre messen. Am Schluss stellte ich mit Hilfe der Messuhr in 0.01-mm-Schritten zu und probierte jedes Mal mit dem Spannzangenfutter. Und als es sich knapp aufstecken liess hörte ich auf und drehte die Planfläche fertig.
 |
 |
 |
| Schöne blaue Späne. | Auch die zweite Passung ist fertig. | Das Spannzangenfutter passt. |
 Bevor ich die Adapterplatte ausspannte testete ich die erste
Passung:
Bevor ich die Adapterplatte ausspannte testete ich die erste
Passung:
Ich nahm das Dreibackenfutter ab und steckte die Passung 1 auf den
Spindelflansch - und es passte.
Die Passung hätte vielleicht sogar noch um 0.01 enger sein
können, denn der Spindelflansch hatte leichtes Untermass (d51.99).
Aber auch so ist das Demontieren schon ziemlich eng.
Abgesehen von den Bohrungen und dem endgültigen Überdrehen des
Umfangs ist die Adapterplatte damit fertig.
| Schritt 4: Adapterplatte bohren und montieren |
Jetzt gehts ans Bohren.
 |
 |
 |
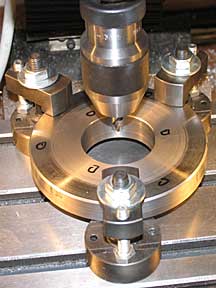
| Die Kringel dienen
natürlich nur zur ersten Orientierung. |
Spindelflanschseite. | Spannzangenfutterseite. |
Ich spannte die Adapterplatte mit den Klemmspannpratzen, mass den Mittelpunkt ein und bohrte die drei Bohrungen M10 des inneren Lochkreises d75 für den Futterflansch und die drei Bohrungen d8.5 mit Senkungen des äusseren Lochkreises d107.5 (angegeben ist d108, aber gemessen habe ich d107.5) für die M8-Schrauben des Spannzangenfutters.
Anders als beim Vierbackenfutter und der Planscheibe habe ich
hier keine Schraubbolzen gedreht, sondern einfach drei Stücke aus
einer Gewindestange abgelängt.
Diese Schrauben habe ich gekontert mit einer langen Mutter M10x15
(gesägt aus Verlängerungsmuttern M10x30), zur Befestigung dienen
Muttern M10.
Das Spannzangenfutter habe ich testweise mit drei Zylinderkopfschrauben M8x25 an der Adapterplatte befestigt, dann aber wieder abgebaut.
Das Dreibackenfutter baute ich ab und spannte die Adapterplatte
direkt auf den Spindelflansch.
Der Rundschlag von Passung 2 war mit 0.01 akzeptabel, aber der
Planschlag war mir mit 0.03 mm zu gross.
Deshalb überdrehte ich die Stirnseite nochmal und drehte dann dem
Umfang auf das Nennmass d125 mm fertig.
 |
 |
| Adapterplatte mit Spannzangenfutter. | Fertigmontiert. |
Zum Messen des Rundschlags spannte ich einen 20er Fräser in das Spannzangenfutter.
Statt des erhofften Werts nahe 0.00 mass ich aber 0.04 mm. Ich drehte das Spannzangenfutter um jeweils eine Teilung, aber der Rundschlag blieb konstant bei 0.04 mm - das Spannzangenfutter ist also in Ordnung.
Deshalb drehte ich nun die Adapterplatte um jeweils eine Teilung, wobei der kleinste Rundschlag zwischen 0.02 und 0.03 mm lag. Diese Position markierte ich mit einer Schlagzahl.
Ob diese Abweichung nun "schlecht" oder "gut" ist weiss ich
nicht, wahrscheinlich konnte man bei mir nicht mehr erwarten.
Vielleicht kann man den Wert durch gefühlvollen Einsatz des
Schonhammers noch etwas verbessern - auf jeden Fall ist der Wert
besser als beim Dreibackenfutter.
 |
 |
 |
| Messen des Rundschlags. | Erstes Drehteil: | Stützstab für Spannmutterschlüssel. |
Das erste Drehteil wurde der Stützstab, den ich als Drehmomentstütze für den Spannzangenschlüssel und auch für die Muttern der Spindelflanschbefestigung brauche.
Ja, ich weiss dass man keinen Futterschlüssel stecken lässt - aber wie soll ich zeigen, was ich wofür gedreht habe?
| Schritt 5: Adapterplatte neu bohren |
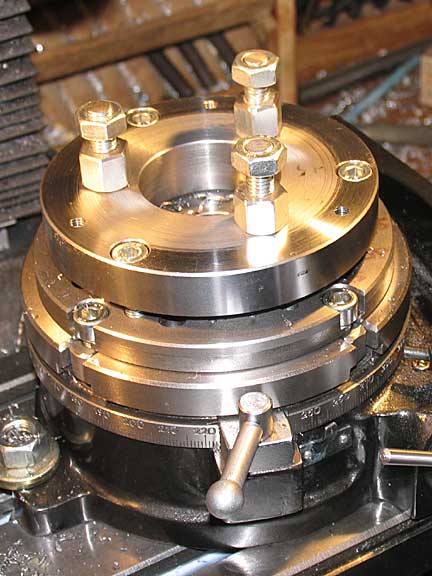 Seit ich einen Rundtisch habe nutze ich natürlich auch dort das
Spannzangenfutter.
Seit ich einen Rundtisch habe nutze ich natürlich auch dort das
Spannzangenfutter.
Dort war klar, dass ich das Spannzangenfutter von oben bzw.
vorne montieren werde.
Ohne neue Bohrungen anzubringen geht das recht einfach, indem ich
M6-Schrauben durch die vorhandenen M8-Bohrungen stecke.
Jetzt wäre es natürlich sehr praktisch, wenn ich dieses Prinzip auch auf der Drehmaschine nutzen könnte.
Und so entschloss ich mich, in der Adapterplatte zusätzlich drei M6-Gewindebohrungen anzubringen.
Dazu spannte ich die Adapterplatte durch die vorhandenen
M8-Durchgangsbohrungen auf die Adapterplatte des Rundtischs,
zentrierte sie mit dem Puppitaster an der 52er Passung und bohrte
die M6-Bohrungen-
| Warnung: Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf Ihr eigenes Risiko nachbauen! |