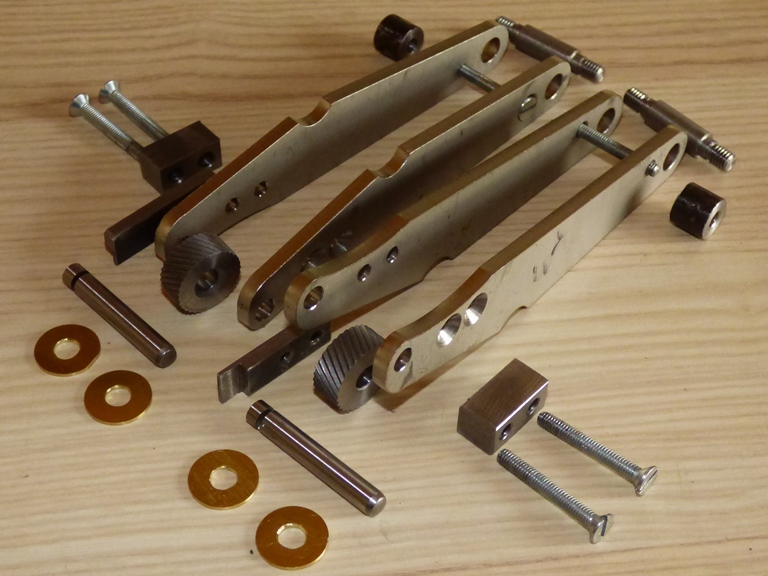
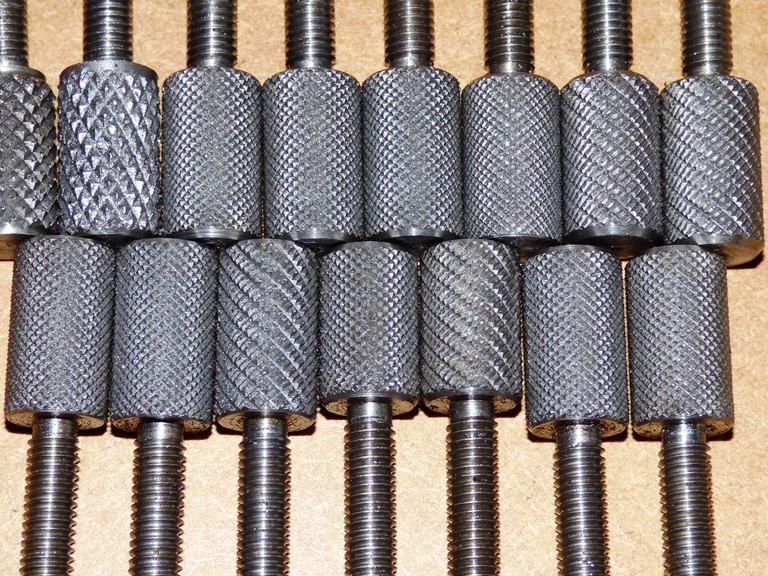
Damit lassen sich beide Arten in der selben Pendelzange
einsetzen.






Versuch einer Erklärung:
| Warnung: Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf Ihr eigenes Risiko nachbauen! |