Ich hatte noch nie ein Magnetfutter auf der Drehmaschine
gebraucht aber jetzt fand ich ein günstiges in GB und kaufte es.
Und das brauchte natürlich eine Adapterplatte damit ich es wie jedes
andere Futter montieren kann.
Die hellen Stellen in den Lamellen waren schon im Lieferzustand
vorhanden, die Kratzer sind neu und selbstgemacht.
Entweder vom Aufspannen auf der Fräsmaschine (eher unwahrscheinlich)
oder vom Herumschieben der kleinen Unterlagscheibe beim ersten
Drehversuch
Hier die Scheibe (grosse, dicke Unterlagscheibe M8) nochmal in gross
- eigentlich ist grade mal die Zinkschicht abgedreht.
Ja ich weiss, die Zentrierung... Ging aber erstaunlicherweise
dennoch.
Im Lieferzustand (in einem dem Preis angemessenen etwas lieblos
zusammengenagelten Sperrholzkistchen) habe ich die Haltekraft
(angegeben waren 160N/cm²) mit einer Unterlagscheibe 60x22x3.7
getestet:
Mit zwei Händen konnte ich die Scheibe quer zu den Lamellen
verschieben, längs nicht. Anscheinend sind die Kräfte
richtungsabhängig.
Dass die Haltekraft mit zunehmender Auflagefläche zunimmt vermute
ich und auch dass sie mit möglichst flächiger Auflage zunimmt.
Ob sie auch mit der Dicke des Werkstücks zunimmt weiss ich nicht.
Mal sehen wie sich das Magnetfutter bei der Fertigung von konkreten
Werkstücken schlägt. Vielleicht teilt es auch das Schicksal des
Vierbackenfutters mit weichen Backen - es kommt sehr selten dran
aber wenn man es braucht ist es auch nötig und hilfreich. Fertigung
Los gings mit den Schrauben. Weil ich die brauche um die
Adapterplatte auf den Spindelflasch schrauben zu können um sie dort
zu überdrehen.
Leider hatte ich nicht genügend Sechskantmaterial in SW17, sonst
hätte ich die Bolzen daraus gedreht - so reichte es gerade noch für
die Muttern.
19er Rundmaterial hatte ich genug aber das war mir zu klein. Aber es
fand sich auch noch ein Stück 20er Rundmaterial. Ich sägte drei
Stück ab und drehte im Spannzangenfutter und im der Gewindebuchse
M10. Auf den Sechskant verzichtete ich und fräste nur zwei
Schlüsselflächen SW17 an.
Für die kleinen Bolzen fand sich ein Stück 10er Rundmaterial. Das
drehte ich im Doppelendverfahren und sägte dann die halbfertigen
Teile ab. Umgespannt wurde in der Gewindebuchse M5.
Auch hier fräste ich zwei Schlüsselflächen SW7 an damit ich sie
festziehen konnte. Deshalb steht der Mittelbund auch über die
Trennfläche.
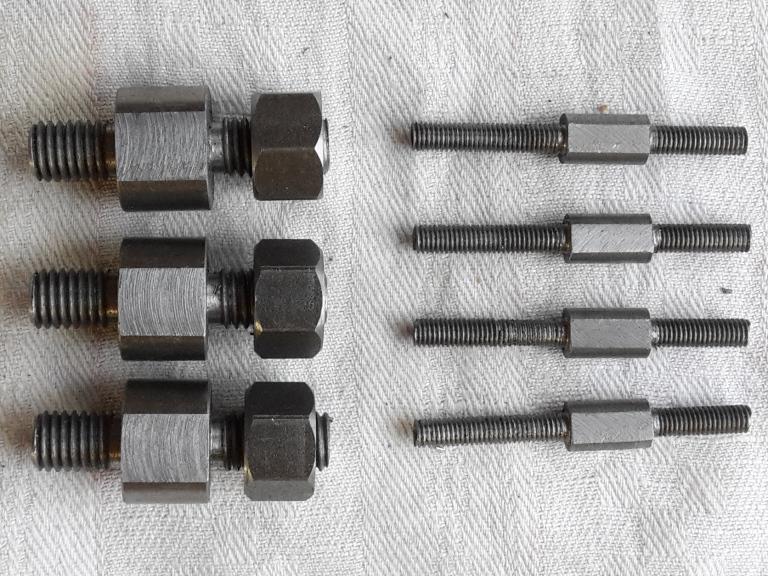
Auf der linken Seite sind die drei Schraubbolzen zu sehen mit denen
die Adapterplatte am Spindelflansch befestigt wird.
Die vier Schrauben auf der rechten Seite verbinden die Adapterplatte
mit dem Magnetfutter.
Sie basieren auf einem Vorschlag von Stefan.
Ja ich weiss, die Poroportionen passen nicht aber es war
alternativlos.
Hier sind die vier M5-Schraubbolzen bereits im Magnetfutter
eingeschraubt. Sie ersetzen die vier M5x25. Um kein Risiko für den
inneren Aufbau des Magnetfutters einzugehen habe ich immer nur eine
Schraube ersetzt.
Man sieht dass das Magnetfutter glatt ist, ohne Zentrierung und ohne
Befestigungsmöglichkeit für eine Adapterplatte - ich habe keine
Ahnung was sich die Konstrukteure des Magnetfutters dabei dachten.
Und man sieht, dass das Lochbild sehr asymmetrisch aussieht - auch
hier habe ich keine Ahnung was sich die Konstrukteure des
Magnetfutters dabei dachten.
Weil es so asymmetrisch war und ich deshalb nicht die genauen Masse
abnehmen konnte musste ich später die Durchgangsbohrungen auf d6
aufbohren.
li: Vordrehen der Adapterplatte. Dazu fand ich eine Ronde 130x23
(aber ziemlich schräg abgesägt so dass ich viel abdrehen musste. Was
dauerte denn das Stahl war doch einigermassen anspruchsvoll für
meine kleine Drehmaschine). Der Durchmesser ist eigentlich zu gross
für mein Dreibackenfutter, deshalb kam das Vierbackenfutter mit den
weichen Backen mal wieder zum EInsatz.
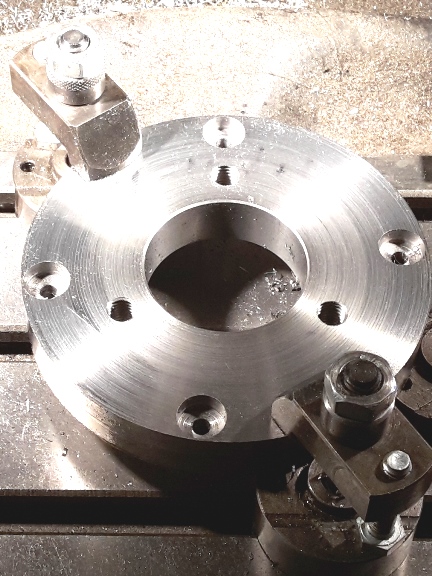
re: Bohren der vier Durchgangsbohrungen für M5 und der drei
Gewindebohrungen M10.
Zum Senken musste ich einen 12er und 14er Fräser verwenden. Die
andere Seite wurde mit d9.5 aufgebohrt.
li: Die Spindelflanschbolzen schraubte ich erst auf der "falschen"
Seite (Futterseite) ein, spannte die Adapterplatte auf den
Spindelflansch und überdrehte die Spindelflanschseite.
Dann montierte ich die Bolzen auf der "richtigen" Seite
(Spindelflanschseite) und überdrehte die Futterflanschseite. Danach
war der Planschlagfehler kaum messbar (auf der Magnetplatte mass ich
am Schluss einen Planschlag von ca. 0.02mm was mir erst mal
ausreicht).
mi: Da ich die M5-Schrauben beim Drehen länger gelassen hatte fräste
ich den Überstand ab - das Futter konnte sich selber halten.
re: Erster Drehversuch: Eine grosse M8-Scheibe mit 2mm Dicke.
Das Zentrieren muss ich noch üben, beim ersten Span verschob es die
Scheibe und ich zentrierte sie nur notdürftig nach.
Beim Zustellen sollte man wohl eine Messuhr benutzen denn ich traute
mich grad mal einen halben Skalenstrich (0.025mm) zuzustellen.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!