

 Auf Vorschlag von Bernd "capstan" fertigte ich mir
einen Bohrfutterdorn an:
Auf Vorschlag von Bernd "capstan" fertigte ich mir
einen Bohrfutterdorn an:
Der Dorn hat auf der Spindelseite einen zylindrischen Schaft mit Durchmesser 20 für die Spannzange und auf der Futterseite einen B16-Konus für das Bohrfutter.
Der Konus B16 ist genormt, aber ich machte mir die Anfertigung einfacher und genauer und kopierte den Konus von einem gekauften Dorn.
Dazu benutzte ich eine Hülse mit zylindrischem Aussendurchmesser
und einem MK2-Innenkonus.
Der Innenkonus ist für Werkzeuge mit MK2 und Austreiblappen wie
Bohrer gedacht.
Der Bohrfutterdorn hat aber statt dessen ein M10-Gewinde für
Fräsmaschinen. Damit bestand die Gefahr, dass ich den Dorn nicht
mehr aus der Hülse abziehen hätte können, denn die Hülse ist nicht
durchgebohrt.
Deshalb schraubte ich ein kurzes Stück einer M10-Gewindestange
ein und flachte das Ende ab.
| |
|
| |
|
Nun konnte ich die Hülse mit dem Dorn in der Drehmaschine
spannen.
Statt eines Drehstahls spannte ich den Puppitaster ein und
verdrehte dann den Oberschlitten so, dass der Ausschlag beim
Abfahren des B16-Konus nahe bei 0 lag.
Ich spannte ein Stück Rundmaterial ein, plante und zentrierte die Stirnseite, bohrte das Kernloch und schnitt das M10-Gewinde.
 |
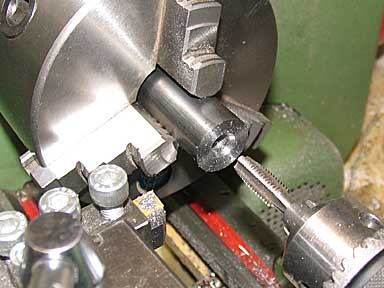 |
| B16-Konus mit Puppitaster abfahren. | Gewindeseite fertigstellen. |
Dann spannte ich um, plante und zentrierte die Stirnseite und
spannte das Teil knapp im Dreibackenfutter und der mitlaufenden
Spitze.
So drehte ich den zylindrischen Schaft mit Durchmesser 20 und den
B16-Konus.
 |
 |
| Drehen des zylindrischen Schafts. | Drehen des B16-Konus. |
Zum Entfernen des Einspannbunds spannte ich das Teil wieder um, wobei ich zur Schonung Schleifleinen dazwischenlegte und drehte dann dieses Ende auf den Durchmesser 19 ab.
 |
 |
| Bohrfutter passt. | Abdrehen des Einspannbunds. |
| |
 |
| Fertige Bohrfutteraufnahme. | Eingespannt im
Spannzangenfutter zum Messen des Rundlaufs. |
Bei einer gekauften, gehärteten und geschliffenen Bohrfutteraufnahme würde man natürlich einen besseren Rundlauf erwarten, aber für meine Verhältnisse, Möglichkeiten und Kenntnisse ist das gut, ich bin zufrieden:
0.12: Bohrfutter mit Dorn in der Spindel eingebaut, am
eingespannten Fräser gemessen
0.13: Bohrfutter mit der selbstgedrehten Bohrfutteraufnahme im
Spannzangenfutter, am eingespannten Fräser gemessen
0.05: Bohrfutter mit der selbstgedrehten Bohrfutteraufnahme im
Spannzangenfutter, am B16-Konus gemessen
0.03: Bohrfutter mit der selbstgedrehten Bohrfutteraufnahme im
Spannzangenfutter, am zylindrischen Schaft gemessen
| Warnung: Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf Ihr eigenes Risiko nachbauen! |