Stichelschleifmaschine (SSM)
14f: Schleifen eines Kantenstichels
Umschleifen eines abgebrochenen
VHM-Bohrers zu einem Stichel:
Den VHM-Bohrer hatte ich mal abgebrochen, weil ich das Werkstück
nicht festgespannt hatte :-(
Nun wollte ich daraus einen Stichel schleifen.
Allerdings stellte sich heraus, dass der Schaftdurchmesser 11.0
betrug und ich hatt enatürlich nur nur eine 10er und 12er
Spannzange.
Eine Hülse 12/11 war mir zu kritisch, nur für diesen Bohrer eine
11er Spannzange kaufen wollte ich nicht also kaufte ich eine 18er
Spannzange - das ist die grösste, die sich auf der SSM noch spannen
lässt.
Und während ich auf die Lieferung der Spannzange wartete fertigte
ich schon mal eine Reduzierung 18/11 an.
Das Drehen, vorbohren und Reiben (11 H7) erledigte ich auf der
Drehmaschine, das Bohren und Schlitzen dann mit Hilfe des
Spannblocks auf der Fräsmaschine.
li: Bohren der Schlitzendlöcher
re: Die geschlitzte Reduzierung d18/11x45
Irgendwie habe ich bei diesem Projekt kein Glück:
Nachdem ich die 18er Spannzange gekauft hatte stellte ich fest, dass
sich die Form der Spannzangen mit Durchmesser grösser als 16 ändert,
was für mein Vorhaben unpraktisch ist.
Deshalb versuchte ich die Bestellung auf eine 16er Spannzange
abzuändern.
Aber natürlich war die 18er Spannzange kurz davor abgeschickt
worden.
Also versuchte ich gar nicht erst eine Reduzierung d16/11x40
anzufertigen.
Sondern drehte doch eine d12/11x30. Obwohl ich so eine dünne Hülse
(0,5 Wandstärke...) eigentlich nicht anfertigen wollte.
Erstaunlicherweise klappte das sogar, allerdings passte es nicht zur
grossen Diamantscheibe (so gesehen hätte ich also weder eine 18er
noch eine 16er Spannzange kaufen müssen, ich war mal wieder zu
schnell).
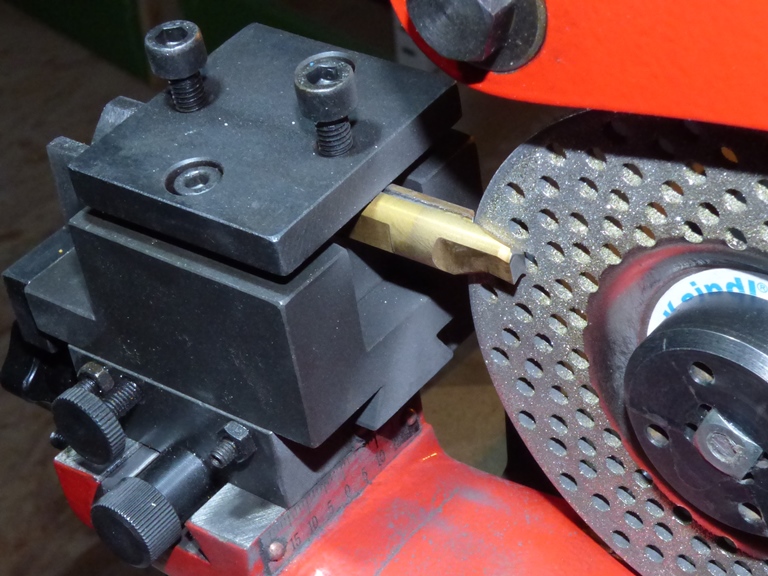
Und deshalb spannte ich den Bohrer in der Drehstahlaufnahme ein,
musste dazu aber erst noch ein Prisma fräsen und weil das ganze zu
hoch war spannte ich den Bohre rnicht mit den beiden überstehenden
Schrauben, sondern mit der Deckplatte fest.
li: Halbierung des Bohrers, eingespannt in der Drehstahlaufnahme mit
Hilfe eines Prismas.
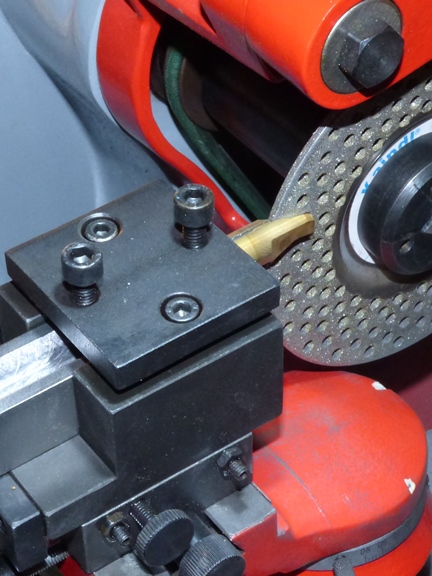
Weil es einige Scheuerspuren gab (s. Bild re:) habe ich den
Kreuztisch ganz nach links geschoben.
re: Bohrer im Prisma, Scheuerspuren am Teilkopfträger.
Zum Formschleifen des Stichels kam dann wieder die Spannzange d12
mit der Reduzierung 12/11x30 zum Einsatz.
Zum Vorschleifen nutzte ich die grobe Kaindlscheibe und wechselte
zum Fertigschleifen auf die normale Diamantscheibe.
Beim Schleifen hielt ich mich an Stefans
Anleitung (dem ich hier einen besonderen Dank aussprechen möchte!):
Stichelrohling halbieren (mit Mikrometer messen)
Stichelrohling ausrichten um die Form und den Hinterschiff
herzustellen:
- Rastung der Teilkopfspindel auf die mittlere Position
(Schwenkbereich 180°)
- Teilkopfspindel an den linken Anschlag drehen
- Skalenring nullen
- Teilkopfspindel auf 90° drehen
- Rastung der Teilkopfspindel auf die rechte Position)
- Spannzange lösen, Stichel mit der Spanfläche am Finger ausrichten
- Spannzange spannen
Rastung der Teilkopfspindel auf die mittlere Position
(Schwenkbereich 180°), am linken Anschlag liegt die Spanfläche
waagerecht oben, am rechten Anschlag liegt sie waagerecht unten.
Freiwinkel an der waagerechten Einstellachse auf 30° einstellen
(Faustregel Werkzeug-, Baustähle, Grauguss: 25°, Aluminium,
Kunststoff: 35°, Messing: 30°.
Vor dem Schleifen kann man den Stichel mit einem Filzstift
schwärzen, dann kann man nach dem Schleifen die Restfläche als
hauchdünne schwarze Linie erkennen.
Stichel am Umfang freischleifen – durch die Winkeleinstellung
entsteht automatisch der Keilwinkel und der radiale Hinterschliff.
Zum Schleifen der Stirnschneide die senkrechte Einstellachse auf 90°
schwenken und schleifen, bis die Stirnschneide und die Schneidecke
richtig ausgebildet sind.
Anschließend rotiert man die Teilkopfspindel um 180°, ohne die
Feinverstellung zu bewegen. Dadurch wird die Stirnseite des Stichels
auf der rechten Seite freigeschliffen. li: Reduzierung 12/11x30
re: Der fertiggeschliffene Stichel in Form eines 45°-Kantenfräsers,
kann auch zum Kantenfasen an der Drehmaschine genutzt werden.
Versuch einer eigenen Anleitung
Am oberen und unteren Gelenk 0° einstellen
Raststift in der mittleren Position, dabei darauf achten dass
der Schwenkbereich 0° - 180° umfasst
Raststift in der rechten Position, auf 270° schwenken,
Halbierung schleifen
Am oberen Gelenk den Konuswinkel, z. B. 7° für den Plattensitz
einer *C*-WSP einstellen
Am unteren Gelenk den Schneidenwinkel, z. B. 25° einstellen
Nach links drehen bis zum rechten Anschlag (0°), Schneide
schleifen
Evtl. Zustellung reduzieren
Nach rechts drehen bis zum linken Anschlag (180°), Stichel
freischleifen
Am oberen Gelenk 90° (quer) einstellenund Stirnseite
schleifen, dabei nach rechts drehen bis zum linken Anschlag
(180°), Stichel freischleifen
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!