
Dieses Diagramm zeigt den Zusammenhang zwischen Durchmesser,
Schnittgeschwindigkeit und Spindeldrehzahl.
Hier habe ich das Nomogramm gedreht, so dass die Linien der
Eingabedaten "Durchmesser" und "Schnittgeschwindigkeit" senkrecht
bzw. waagerecht verlaufen und so leichter verfolgt werden können.

Meine Standart-Werte der Schnittgeschwindigkeit von ca.
20-25m/Min für Stahl / HSS bzw. ca. 100-128m/Min für Stahl / HM
habe ich farbig hervorgehoben.
Natürlich kann man das Nomogramm auch "rückwärts" nutzen:
Bei einer Spindeldrehzahl von ca. 2000/Min und einem Durchmesser
von ca. 20mm ergibt sich eine Schnittgeschwindigkeit von ca.
128m/Min.

Die gelb unterlegten Frequenzen im oberen Bereich der Tabelle
liegen unterhalb der von mir gewählten unteren Grenze von 5Hz.
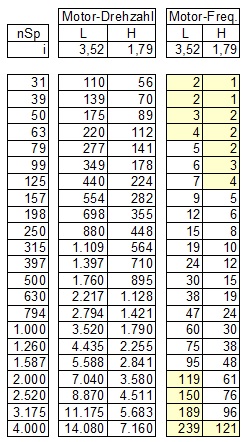
Wenn man mit der o. g. Spindeldrehzahl von 1000/Min in die erste
Spalte der Tabelle geht erkennt man rechts zwei Frequenzen (60Hz
und 30Hz): Sie sind nicht gelb unterlegt weil sie innerhalb der
von mir gewählten Grenzen von 5Hz und 100Hz liegen.
Diese Spindeldrehzahl kann also sowohl in der Stufe H als auch in
der Stufe L erreicht werden.
| Warnung: Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf Ihr eigenes Risiko nachbauen! |